
Description
Traditional UK render at scratch-coat, float-coat, and stuccoed depth needs a corner bead that reinforces across a far larger contact area than a thin-coat profile offers — the heavy-gauge steel mesh corner is the reinforced arris that ties into a multi-coat build-up at 8–15 mm rather than a shallow thin-coat base.
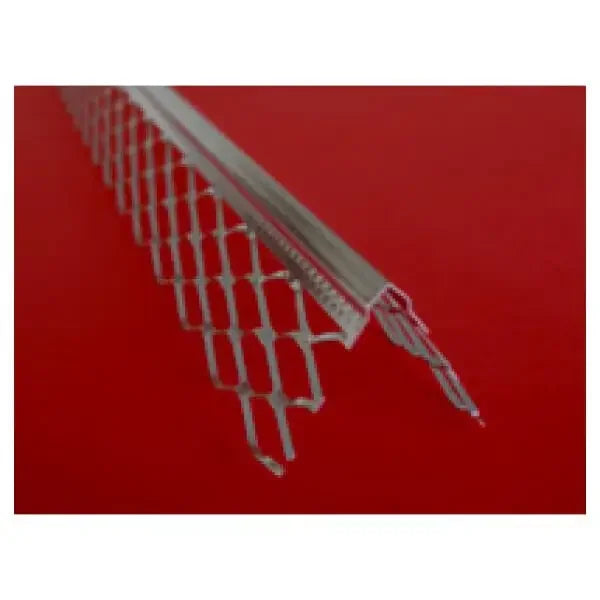
What the BP24 L300 Steel Mesh Corner Does in Traditional Render and Float-Coat Work
The BP24 L300 combines two reinforcement principles in one bead: a central 0.6 mm galvanised steel angle gives the sharp, rigid external arris that defines corner geometry under heavy trowel pressure, and integrated expanded-steel mesh wings extend 34 mm onto each face to embed into the base coat and tie the corner into the surrounding wall mass. It is stocked within the render and plaster corner beads range in storey-height lengths for full-elevation traditional render corners.
At 0.6 mm gauge the bead sits in the heavier class of profiles, built for the trowel pressure and screed forces of thick render rather than the lighter touch of a 2–3 mm skim. The 3.0 m length covers a full storey-height external corner in a single piece, which matters more on traditional render than internal plaster: visible alignment breaks where shorter beads meet end-to-end become obvious under raking external light, especially on textured finishes that catch shadow across the surface.
What Makes the BP24 L300 Steel Mesh Corner Worth Specifying
- 34 mm of expanded-steel mesh on each face: substantial embedment area sized for traditional scratch-coat, float-coat, and stuccoed base coats at 8–15 mm depth, where thin-coat fibreglass-mesh profiles do not offer enough reinforcement depth.
- 0.6 mm steel gauge, heavier than thin-coat beads: holds line under the trowel pressure and screed forces of thick render application, with no flex or roll-over of the arris during finishing of heavier coats.
- 3.0 m continuous length: covers a full storey-height external corner without an end-to-end joint, removing the alignment break that telegraphs through textured render under raking external light.
- Galvanised corrosion protection: the zinc coating protects the base steel against the alkali chemistry and moisture of cementitious base coats during the curing window of traditional render systems.
- Sharp rigid arris from the steel core: the central steel angle resists trowel-pressure deformation, giving a crisper external edge than PVC equivalents on heavy build-ups where edge sharpness is governed by core stiffness.
Technical Specifications — BP24 L300 Steel Mesh Corner Data
| Property | Value |
|---|---|
| Product code | BP24 L300 |
| Profile type | External corner bead, steel angle with expanded-steel mesh wings |
| Material | Galvanised steel, zinc-coated for corrosion protection |
| Length | 3.0 m |
| Steel thickness | 0.6 mm |
| Wing dimensions | 34 × 34 mm mesh wings, each face |
| Mesh type | Expanded galvanised steel mesh, integral with profile |
| Reaction to fire | A1 steel profile classification (assembly subject to system fire strategy) |
| System compatibility | Traditional scratch-coat, float-coat, stuccoed render, heavy plaster |
| Application temperature | +5 °C to +30 °C, air and substrate |
| Embedment requirement | Full mesh encapsulation in base coat, no steel visible at surface |
| Cutting | Fine-tooth metal saw or angle grinder with metal-cutting disc |
| Pack | Single 3.0 m length; trade pack quantities available |
Dimensions stated are nominal manufacturing values. Where project specification calls for exact tolerances, verify the supplied product against drawings before committing to a bedding sequence.
How the BP24 L300 Installs Into Scratch-Coat and Float-Coat Render Systems
Apply a generous, continuous bed of base-coat render along the corner, deep enough to fully embed the 34 mm mesh wings on both faces. Press the bead into the bed firmly until render extrudes through the openings in the expanded mesh, then check plumb and straightness with a long spirit level along the full 3.0 m before the base coat sets. Full encapsulation of the mesh wings is what secures long-term corrosion protection, so a generous bed that swallows the whole wing is the detail that keeps the corner sound for the render's service life.
Skim across the wings with the trowel to feather the base coat into the surrounding wall, then continue with subsequent coats following the system's standard build-up. On heavier systems where the base coat is built up in multiple passes, confirm full mesh encapsulation before each subsequent coat. The full step-by-step bedding technique that applies across all corner profiles is set out in the corner bead installation guide for UK projects, with detailing context for openings and reveals in the render detailing guide for windows and doors.
Installation Notes — Mesh Encapsulation, Plumb Discipline, Cutting
Work within +5 °C to +30 °C ambient and substrate temperature, and confirm the corner is sound, clean, and free of loose material before applying the bed. Lay the full 3 m bed of base-coat render in one continuous pass before placing the bead, since even pressure across the mesh wings is what makes the expanded mesh fully encapsulate rather than partially key. After bedding, the visual test is simple: no steel mesh should remain visible at the base-coat surface, and where steel shows, apply more base coat across the wings before the finish coat.
Cut to length with a fine-tooth metal saw on shorter trims, or an angle grinder with a thin metal-cutting disc on production runs. Tin snips manage the central steel angle on short cuts but struggle with the expanded mesh wings, leaving ragged ends that do not butt cleanly. Deburr every cut end with a file before fitting, and where two beads meet on a long run, patch the joint with a 250 × 250 mm fibreglass mesh square embedded in the base coat across the join to keep it from telegraphing through the finished render.
What UK Renderers Do Differently With Steel Mesh Corner Beads
The discipline that separates a steel-mesh corner still sound at year five from one bleeding rust through the finish is total encapsulation, and it is stricter than for fibreglass. Fibreglass mesh forgives partial coverage because the strands are alkali-immune, but expanded steel does not: any wing left proud of the base coat becomes a rust-bleed line through the render within a few seasons. Across traditional render corner specifications supplied through Renders World, the renderers who never see that defect are the ones who inspect the wings under raking light before the finish coat and add base coat wherever steel glints, treating the check as part of the job rather than an optional extra.
- Full mesh encapsulation is non-negotiable on steel mesh: every square millimetre of expanded mesh must sit inside the base coat, and two minutes of extra trowelling now prevents a rust-stain repair five years later.
- Match the bead to the render depth, not the building type: the BP24 belongs in traditional render at 8 mm and above, and on a 3–5 mm thin-coat base the deep steel wings sit proud of the encapsulation depth and become a corrosion risk rather than a reinforcement.
- Lay the full bed first, place the bead second: walking a 3 m bead in from one end runs the base coat thin at the far end and leaves a section where the mesh is not fully buried, which is exactly the condition that produces rust bleed.
- Inspect the wings under raking light before the finish: any glint of steel through the base-coat surface is a flag for more base coat, not something to cover and forget.
- Plumb-check before the base coat skins: steel does not flex back into line once the bedding sets, so plumb discipline at bedding is the single largest factor in the finished arris on a 3 m run.
How the BP24 Steel Mesh Compares to the BP28 Steel Lux Corner
Both are galvanised steel corners, so the decision turns on render depth and whether the corner needs the deep integrated mesh. Read across to match the profile to your build-up before ordering.
| Variant | Key Spec | When to Choose |
|---|---|---|
| BP24 L300 steel mesh corner | 34 mm steel mesh wings · 0.6 mm · 3 m | Traditional render 8 mm and above |
| BP28 L250 steel corner lux | No mesh · premium finish · 2.5 m | Internal plaster and skim, high-traffic |
Is the BP24 L300 Steel Mesh Corner Right for Your Project?
- Traditional scratch-coat, float-coat, and stuccoed external render at 8 mm build-up and above: the primary use case, where heavy-duty mesh embedment depth and a sharp steel arris are both required and the integrated wings tie the corner into the wall across a substantial contact area.
- Heavy traditional plaster with thicker build-ups: a sound application where the plaster depth fully encapsulates the mesh wings and the steel arris benefits from the trowel-pressure stability of the heavier profile.
- Thin-coat silicone, silicate, or acrylic render on EWI systems: use the PVC corner bead with coextruded fibreglass mesh instead, the matched specification for 3–5 mm base coats where deep steel wings would not be fully encapsulated.
- Internal plaster and skim corners where deep mesh wings are unnecessary: the BP28 L250 steel corner lux is the matched no-mesh steel profile at 2.5 m, sized for standard plaster where corner geometry rather than extended reinforcement is the priority.
- Mixed-system projects spanning render and plaster at standard depths: the BP4 L300 PVC universal corner bead is the universal-compatibility alternative at the same 3 m length, paired with the wall's main reinforcing mesh on thin-coat work.
The BP24 L300 steel mesh corner is UK-stocked for next-working-day trade despatch at Renders World. One 3 m bead covers a full storey-height external corner in a single piece, so count one length per corner and order with a 10% overage for cut-end discards and short jamb returns.
FAQ — BP24 L300 Specification and Installation
Why steel mesh rather than fibreglass mesh on this corner profile?
Steel mesh provides higher tensile reinforcement and embeds well into the thicker base coats of traditional render systems, and it is the historical specification for scratch-coat and float-coat work where wing depth and rigidity match the heavier build-up at 8 mm and above. Fibreglass mesh is the preferred reinforcement for thin-coat systems, where flexibility, alkali immunity, and lower embedment depth matter more than tensile stiffness and where the wall's main mesh provides crack control across the corner rather than the wings of the bead.
Can the BP24 L300 be used on EWI thin-coat render?
The deep 34 mm steel mesh wings are designed for thicker traditional build-ups rather than the 3–5 mm base coats typical of EWI thin-coat systems, so on a thin-coat base the wings would not be fully encapsulated, leaving exposed steel that becomes a long-term rust-bleed risk. For EWI corners, a coextruded PVC-and-fibreglass-mesh profile paired with the wall's main fibreglass reinforcing mesh is the standard specification.
Will the steel mesh rust over time?
The galvanised zinc coating protects the steel during the curing window of the base coat and against the residual moisture of the render system in service, and long-term durability then depends on full encapsulation of the mesh wings. Properly bedded with the base coat covering every part of the expanded mesh, BP24 corners perform reliably for the service life of the render, and the "visible steel" inspection before the finish coat is the checkpoint that prevents rust-bleed defects appearing years later.
How is the BP24 L300 cut to length cleanly?
Use a fine-tooth metal saw for square cuts on shorter trims, or an angle grinder with a thin metal-cutting disc for production runs and longer sections. Tin snips manage short cuts on the central steel angle but struggle with the expanded mesh wings, leaving ragged ends that do not butt cleanly against the next length. Deburr the cut end with a file before fitting so end-to-end joints sit tight without protruding fibres standing proud of the bedding.
How many BP24 L300 beads are needed for a typical project?
One 3 m bead covers one full storey-height external corner on a typical UK render elevation in a single piece. A standard rendered upper storey on a detached house with four to six external corners, including bay returns and reveal angles, tends to land in the 6–12 length range depending on bay geometry. Order with a 10% overage for cut-end discards and short returns at jambs where a main-run offcut is not long enough to reach.
Are mechanical fixings needed in addition to base-coat bedding?
On most substrates the base-coat bedding provides sufficient grip, since render extrudes through the expanded mesh openings and locks the bead mechanically once it cures. On hard, low-suction backgrounds where bed adhesion alone is uncertain, supplementary fixings can be added at 600 mm centres during bedding. Use galvanised or zinc-plated fasteners compatible with the steel bead to keep the corrosion-protection envelope consistent across the corner detail, matching the bead's own galvanised coating.