
Description
On an EWI build-up specified around the Atlas system, the corner bead is part of the system rather than an interchangeable fitting, tying the arris reinforcement into an Atlas-class mesh layer at the point in the render sequence where thermal movement concentrates most strongly on the elevation.
Where the Atlas 4 mm Mesh-Wing Bead Performs Best on UK EWI Systems
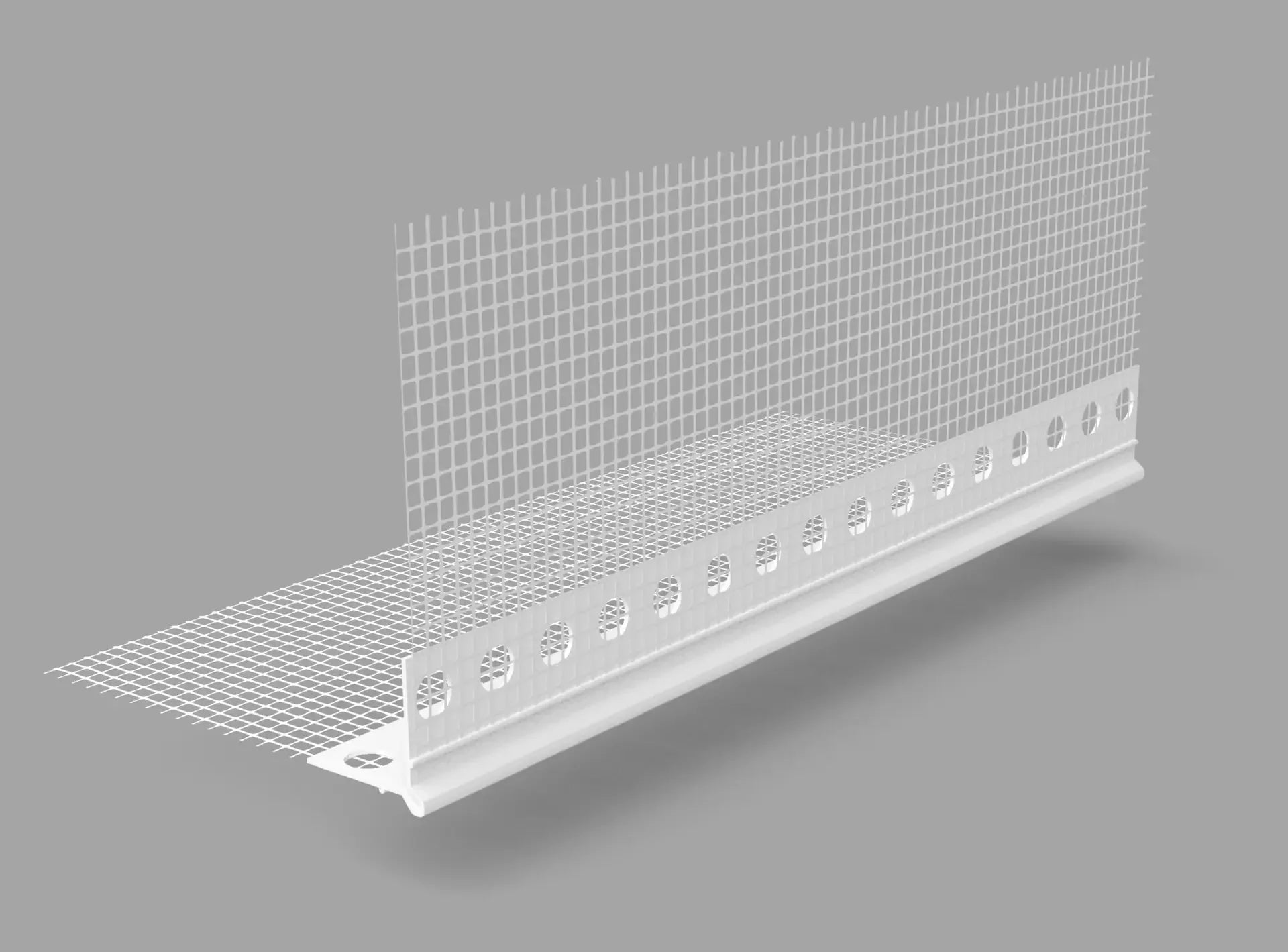
Can a single corner profile hold both a knock-resistant arris and a warranty-clean reinforcement path? On Atlas-specified EWI work it can: the Atlas 4 mm PVC corner with mesh L200 is a straight 90° mesh-wing profile with a rigid PVC nose and 10 cm fibreglass wings, sized for thin-coat silicone, silicate-silicone, and acrylic renders over EPS or mineral wool. It sits within the render corner beads range in the 2.0 m L200 length for storey-height and reveal runs.
The 4 mm nose delivers a defined arris on external corners without bulking the basecoat above the standard 3–5 mm thin-coat range. The mesh-to-profile joint is executed by high-frequency welding rather than gluing, which is more durable under installation handling than older bonded methods. Two properties separate it from a generic mesh-wing bead: brand-system compatibility for projects specified around the Atlas range, where consistent mesh class across the reinforcement layer supports the warranty path, and the 2.0 m length, which cuts offcut waste on short reveal and feature-corner runs.
Why UK Installers Choose the Atlas Mesh-Wing Corner Bead
- High-frequency-welded mesh-to-PVC joint: the wings are welded to the profile rather than glued, giving reliable embedment in the basecoat and reducing the wing-separation risk that older bonded mesh-wing profiles can develop under handling.
- System-matched specification for Atlas EWI builds: the bead sits cleanly within an Atlas-specified system of adhesive, basecoat, and finish, supporting chemical continuity across the reinforcement layer where manufacturer mesh-class consistency is a project requirement.
- Defined 4 mm arris on standard thin-coat build-ups: sized for the 3–5 mm reinforced basecoat plus 1.5–3 mm decorative finish of a standard UK thin-coat system, producing a sharp corner line without standing proud of the topcoat.
- L200 length for short-run efficiency: the 2.0 m length matches typical reveal and short-elevation corner runs with less offcut wastage than a 2.5 m profile on jobs with many short corners or stepped detailing.
- Alkali-protected mesh, UV-stable body: the acrylic-bathed fibreglass mesh is protected against the alkaline basecoat environment, and the cadmium-free PVC body withstands residual UV exposure during the build-up stage.
Technical Specifications — Atlas L200 Corner Bead Data
| Property | Value |
|---|---|
| Brand | Atlas |
| Profile type | External straight corner profile · PVC nose + HF-welded fibreglass mesh |
| Nose dimension | 4 mm |
| Length | 2.0 m (L200 designation) |
| Mesh wing width | 100 mm (10 cm) per side |
| Mesh specification | Acrylic-bathed alkali-protected woven fibreglass, HF-welded to profile |
| Material | High-quality cadmium-free PVC granulate · hard and highly flexible |
| System framework | Supplementary element of ATLAS External Wall Insulation Systems (EAD 040083-00-0404 / former ETAG 004 class, subject to system approval) |
| Service angle | External 90° corners and reveal edges |
| Installation temperature | Above +5 °C (reduced flexibility +5 °C to +15 °C, per Atlas TDS) |
| Storage | Horizontal, dry, heated (above +5 °C); 18-month shelf life from production date |
| Pack size | 2.0 m length; Atlas trade packs of 50 (100 rm) |
Specification values are drawn from the current Atlas façade-profiles technical datasheet (revised 2022-01-11). Confirm nose dimension and consignment details against the datasheet for the batch supplied where project specification requires exact figures.
How to Apply the Atlas Mesh-Wing Bead — Bedding the Wings and Lapping Field Mesh
Install the profile after the insulation layer is fixed, before or during the basecoat pass. Apply the mesh-embedding adhesive along the corner edge, put the profile against the arris, and embed its reinforcing mesh into the freshly applied mortar so the mesh is no longer visible. Basecoat extruding through the mesh on both wings is the visual confirmation of correct bedding, whereas a wing sitting dry on the insulation is the one that telegraphs through the silicone topcoat months later — the outcome is set in the first thirty seconds of installation.
Once the adhesive dries, apply the system basecoat across the whole facade and lap a separate sheet of Ceresit CT325 fibreglass mesh so the system mesh fully covers the profile mesh, giving continuous crack control. Check plumb before the basecoat sets, since adjustment after initial set damages the embedment. Where two lengths meet, cut the ends at an angle under 45°, butt tightly, and bridge the joint with a 250 × 250 mm mesh patch behind the basecoat. For the full corner sequence across reveal, head, and base terminations, see the corner bead installation step-by-step guide.
Installation Notes — Working Window, Cutting Discipline, System Pairing
Fix profiles above +5 °C, and expect reduced flexibility between +5 °C and +15 °C, so let cold stock warm to working temperature before bending or handling on chilly mornings. On EPS and graphite EPS the wet basecoat bonds readily and the wings embed under standard pressure; on mineral wool the higher suction may call for a little more basecoat under the bead before pressing so the mesh fully encapsulates.
Cut to length with shears for PVC beads or a fine-tooth hacksaw, keeping the cut square so the next length butts cleanly. Avoid tin snips, which crush the nose and tear the mesh. The profile is for external 90° arrises including projecting bay returns and reveal corners, and it is not the right choice for internal wall-to-wall angles, which take a tape-and-skim detail, nor for horizontal water-shedding edges such as plinths and lintel undersides, where a bellcast or drip profile carries the drainage function. The render detailing around windows and doors guide covers profile selection at each opening termination.
Pro Tips From UK Installers on Atlas-Specified EWI Corners
The single biggest cause of beads showing through the finish is starvation of basecoat behind the wing, where installers in a hurry skim over a dry wing rather than bedding the bead into a generous wet bed first. Across Atlas-specified EWI corner work supplied through Renders World, the pattern holds: a wing with basecoat extruding through every mesh perforation stays invisible, while a dry-pressed wing reads as a faint corner line under raking light within the first season. Bed first into a generous bed, confirm extrusion on both wings, then re-skim.
- Match mesh class across the system on Atlas builds: where a project calls for an Atlas system approval, aligning bead wings, field mesh, basecoat, and finish as one manufacturer class keeps the warranty path clean.
- Bed first, then re-skim: the extrusion through every mesh perforation is the test for correct bedding, not the appearance of the surface skim above it.
- Use bead shears or a hacksaw: tin snips crush the nose and tear the mesh, while a square cut from bead shears or a fine-tooth hacksaw gives tight butt joints across long runs.
- Plan for the 2.0 m length: on 2.6–2.8 m storey-height corners the L200 needs a joint on the run, so place it mid-height where it encapsulates continuously, not near ground or eaves where movement concentrates.
- Angle-cut and silicone-fill perpendicular joins: cutting mating ends under 45° and filling with silicone, per the Atlas method, keeps perpendicular junctions tight and weather-closed.
How the Atlas L200 Compares to the Generic Mesh-Wing Corner
Both profiles form the straight external mesh-wing corner on an EWI build-up, so the decision turns on brand-system requirement and run length rather than the corner detail. Read across to match the profile to the specification before ordering.
| Variant | Key Spec | When to Choose |
|---|---|---|
| Atlas 4 mm PVC corner with mesh L200 | 4 mm nose · HF-welded mesh · 2.0 m · Atlas-matched | Atlas-specified EWI, short corner runs |
| Corner PVC render bead with mesh 2.5m | Mesh wings · 2.5 m · system-neutral | Long storey-height runs, no brand match |
Is the Atlas L200 Mesh-Wing Corner Bead Right for Your Project?
- Thin-coat silicone, silicate-silicone, or acrylic EWI systems specified around the Atlas range over EPS or mineral wool: the primary use case, combining brand-system compatibility with the standard 4 mm arris for 3–5 mm basecoat build-ups.
- Short-run external corner detailing on EWI elevations: the 2.0 m L200 length suits storey-height reveals, projecting bays, and short feature corners with less offcut wastage than a 2.5 m alternative.
- Generic mesh-wing specification on long storey-height runs: the standard 2.5 m PVC corner bead with mesh covers storey-height in fewer joints and is the closer choice when no brand-system match is required.
- Curved or arched EWI openings: use the PVC arched corner bead with mesh, the flexible mesh-wing variant for genuinely curved geometry a rigid straight profile cannot follow.
- High-impact ground-floor commercial or institutional zones: the 3 m aluminium corner bead provides substantially greater dent resistance for vehicle, equipment, and pedestrian-contact corners.
The Atlas L200 mesh-wing bead is UK-stocked for next-working-day trade despatch at Renders World. Count one L200 length per external corner per storey, allow 5–10% for cuts and joints, and place the field reinforcement mesh on the same order so the mesh class is matched across bead wings and field layer on Atlas-specified projects.
FAQ — Atlas L200 Corner Bead System, Cutting, Temperature
Does the 4 mm nose work with a standard 1.5 mm silicone topcoat?
Yes, the 4 mm nose accommodates a typical 3–5 mm reinforced basecoat plus a 1.5–3 mm decorative finish, which is the standard UK thin-coat build-up. The arris stays sharp and visible without sitting proud of the finished topcoat, and it is the relationship between nose depth and total system depth that produces an integrated rather than telegraphed corner line.
Can it be used internally as well as externally?
The profile is engineered for external arrises and works on any corner geometry that reads as external, such as projecting bays where the corner is external even though the location is inside the building footprint. It is not intended for internal angles between two walls, which use a tape-and-skim detail rather than a rigid bead.
How is it cut to length on site?
Use shears for PVC beads or a fine-tooth hacksaw, and where lengths join perpendicularly, cut the mating ends at an angle under 45° and fill the joint with silicone, per the Atlas installation method. Avoid tin snips, which crush the PVC and tear the mesh. On long runs a square cut at each end butts tighter and disappears more reliably under the basecoat.
Is the mesh on this bead enough, or do I still need full-wall mesh?
The bead's mesh wings reinforce the corner zone only, and the wider wall still needs a continuous sheet of fibreglass field mesh embedded in the basecoat, lapped so the system mesh fully covers the profile mesh. This is the standard ETICS reinforcement detail and applies to all thin-coat render systems regardless of brand.
What temperature can I install at?
Fix above +5 °C per the Atlas datasheet, and expect reduced profile flexibility between +5 °C and +15 °C, so warm cold stock before handling on cold mornings. Store profiles horizontally in a dry, heated space above +5 °C, where shelf life is 18 months from the production date on the packaging.
When should I choose this over the generic 2.5 m mesh-wing bead?
The Atlas L200 is the closer match when a project calls for an Atlas system approval and warranty path, where consistent manufacturer reinforcement classes across bead wings, field mesh, basecoat, and finish form part of the system documentation. It is also more efficient on jobs dominated by short corner runs such as reveals and projecting bays, where the 2.0 m length wastes less than a 2.5 m profile. On long storey-height runs with no brand requirement, the generic 2.5 m mesh-wing bead covers each run in fewer joints.
Technical Documentation — Atlas Façade Profiles TDS